TCLIB Suite
Libreria software e strumenti accessori per l'ottimizzazione delle configurazioni telecentriche
Vantaggi chiave
- Algoritmi di calibrazione della distorsione all’avanguardia.
- Assicurano la miglior messa a fuoco e il miglior allineamento grazie a strumenti indipendenti veloci e intuitivi.
- Massimizzano le prestazioni del sistema per ottenere i migliori risultati di misurazione.
TCLIB Suite è un software per visione artificiale C++ progettato per ottimizzare le prestazioni ottiche degli obiettivi telecentrici, generalmente utilizzati per le ispezioni laterali. Grazie all’utilizzo della libreria .dll e degli strumenti autonomi dedicati, TCLIB rende semplice la gestione di tutte le funzionalità di un obiettivo telecentrico tipico (messa a fuoco, allineamento, calibrazione della distorsione), che possono influire negativamente sui risultati delle misurazioni, se non adeguatamente trattati.
TCLIB Suite aiuta a migliorare la qualità del sistema, fornendo le migliori immagini possibili per il software di metrologia scelto, in modo da ottenere i migliori risultati di misurazione possibili. Qualsiasi software per rilevamento dei bordi, pattern matching e calibrazione, infatti, risulterà più accurato e affidabile se viene supportato da immagini bene allineate, retroilluminate in maniera omogenea e prive di distorsioni.
TCLIB APP è un software totalmente GenTL compatibile. Questo software può essere utilizzato con qualsiasi telecamera GenTL compatibile. Tuttavia, è necessario installare i driver dei produttori della telecamera affinché il programma possa funzionare correttamente.
Impara
Strumenti online
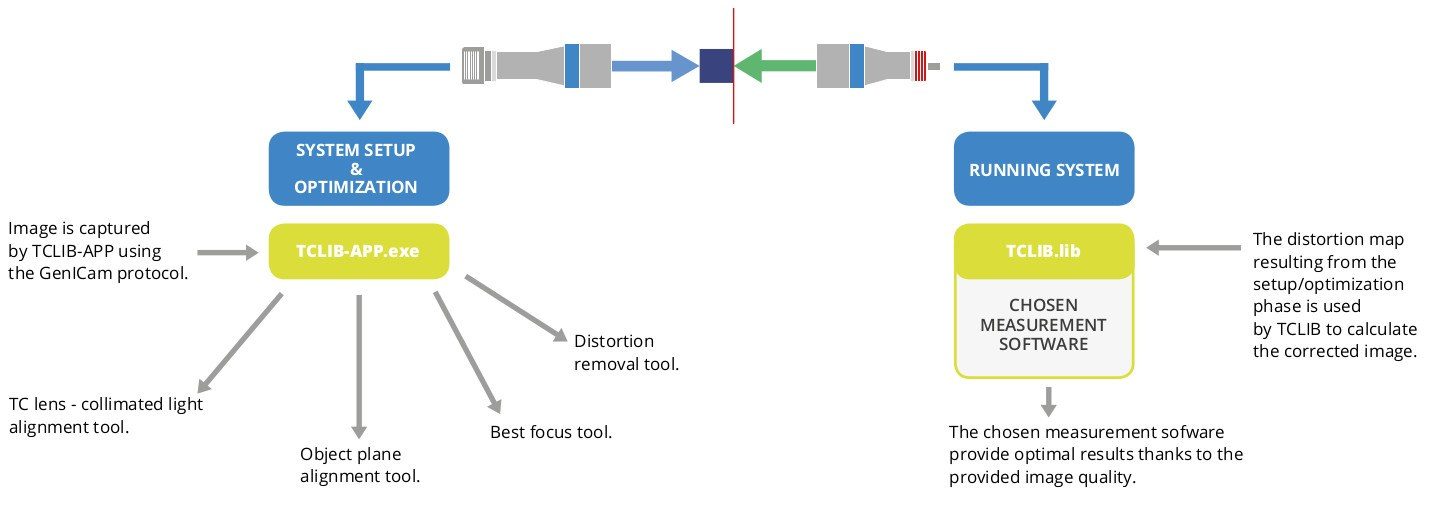
TCLIB Suite includes:
- Dedicated tools to take care of the basics of a measurement system setup: alignment of telecentric lens and collimated light, alignment of the object plane, best focus (TCLIB-APP)
- A set of algorithms (C++ library) to calculate the distortion map of a system and correct in live mode every new image acquired by the system (TCLIB), plus all the functions developed in the TCLIB-APP.
The stand-alone tools and the distortion calibration functions are used offline, when the initial optimization and calibration of the machine is needed. The distortion correction, on the other hand, is based on fast and reliable algorithms which allow the system to stream adjusted images in live mode.
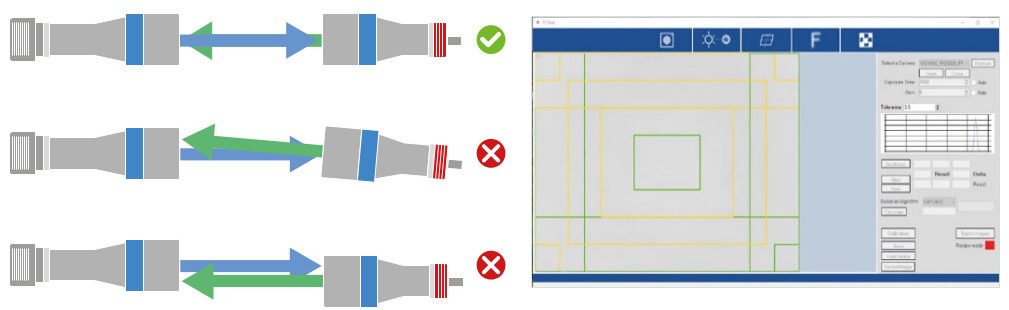
Allineamento dell'obiettivo e della fonte di luce collimata
Questo strumento aiuta l'operatore a ottenere l'illuminazione più omogenea possibile.
Ottenere la migliore omogeneità dell'illuminazione è il primo passo fondamentale per un buon sistema di misura, poiché questa specifica influisce sulla responsabilità di qualsiasi set di algoritmi di rilevamento dei bordi.
Lo strumento funziona in modalità live, fornendo un feedback visivo sull'allineamento. Il campo inquadrato è diviso in ROI, ognuno con un feedback di colore sull'allineamento:
- ROSSO: non omogeneo
- GIALLO: discreta omogeneità
- VERDE: buona omogeneità
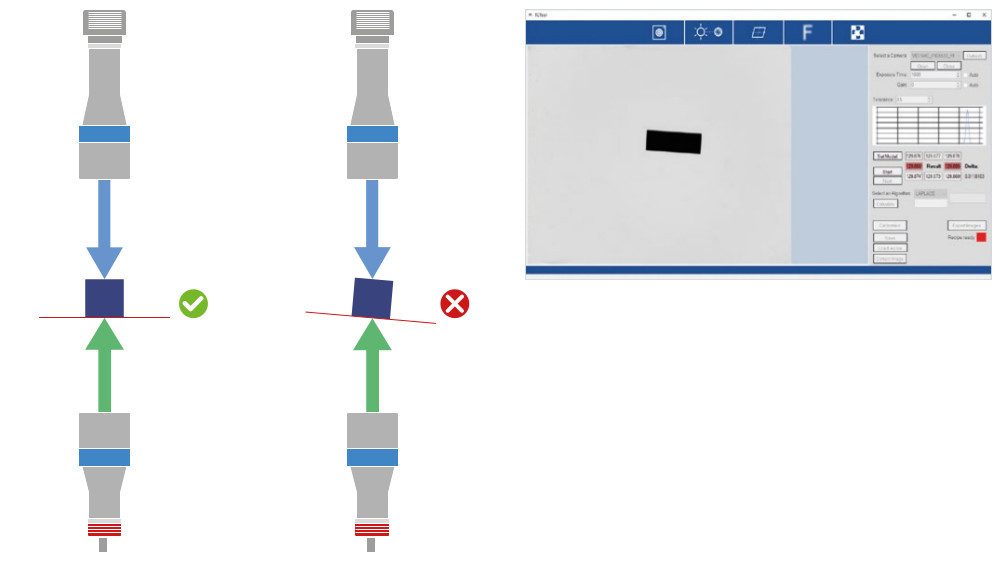
Allineare il piano dell’oggetto
È fondamentale che il piano dell’oggetto sia ben allineato con l’asse ottico. Le conseguenze di un disallineamento sono:
- In condizioni di retroilluminazione si osserva la proiezione di un oggetto, e non il suo profilo reale. L’immagine quindi potrebbe subire delle compressioni lungo alcune direzioni.
- Alcune caratteristiche potrebbero non essere messe a fuoco in maniera ottimale, compromettendo così la qualità dei bordi ai fini della misurazione.
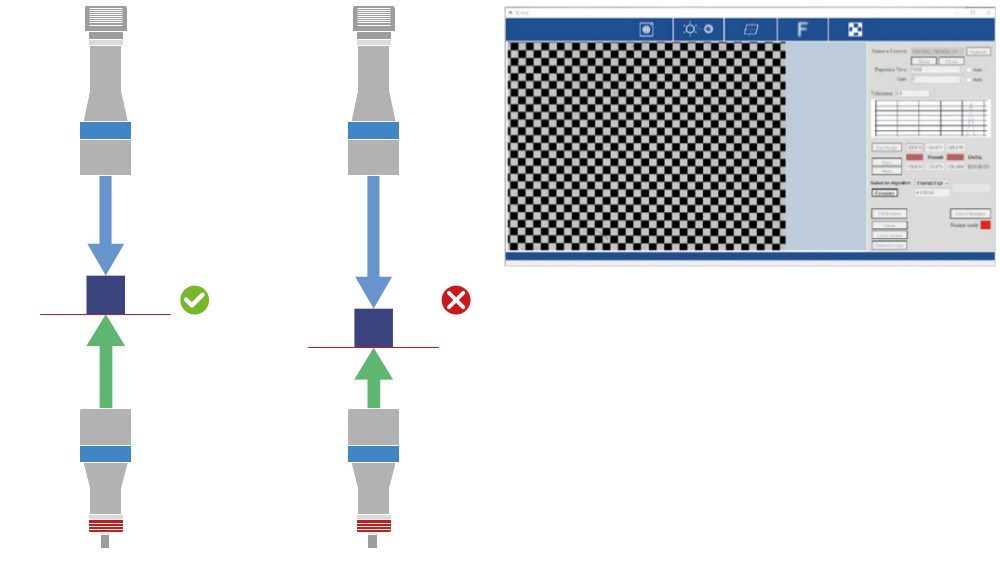
Miglior messa a fuoco
Questo strumento associa un indice numerico a ogni immagine, che indica la prossimità alla messa fuoco ottimale.
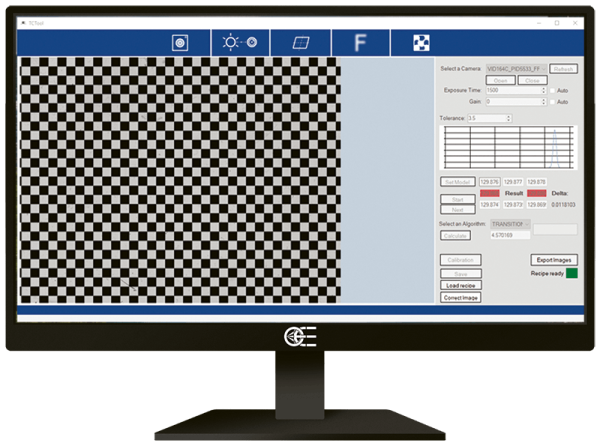
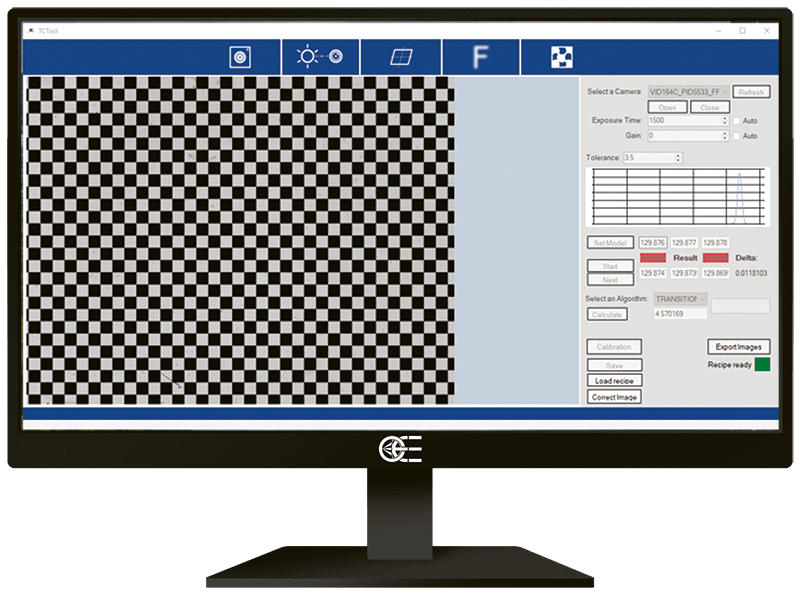
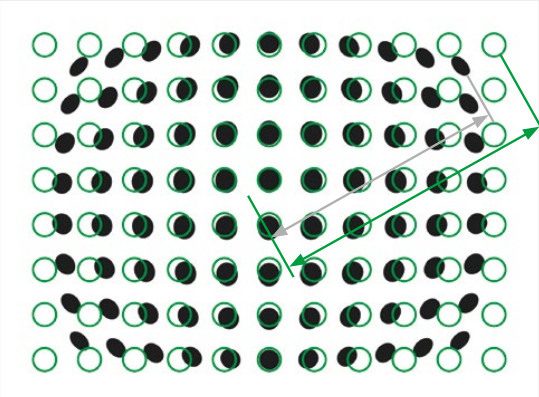
Correzione della distorsione
Questo strumento permette di eliminare la distorsione ottica residua dall’obiettivo telecentrico; per ottenere risultati ottimali questo valore, benché piccolo, deve essere quanto più vicino a zero possibile. Da una singola immagine di un motivo a scacchi che ricopre l’intero FoV (come la serie PT di Opto Engineering®) si ottengono tutte le informazioni necessarie per eliminare la distorsione.
Le fasi della procedura sono le seguenti:
- Acquisire una singola immagine del pattern di calibrazione (offline)
- Una mappa della distorsione viene creata dall’immagine acquisita (offline)
- La mappa della distorsione viene salvata in un file di riferimento
- La distorsione viene eliminata da ogni nuova immagine acquisita, utilizzando la mappa della distorsione come riferimento (online)
Le fasi 1. e 2. hanno lo scopo di calibrare il sistema e quindi è necessario eseguirle una sola volta. La fase 4 viene ripetuta ad ogni nuova immagine acquisita. Tutte queste funzioni sono integrate nella libreria .dll file e in un software dimostrativo autonomo. L’applicazione dimostrativa può essere utilizzata a scopo di test, oppure per ottenere la mappa della distorsione, mentre per la correzione online della distorsione vera e propria si raccomanda l’integrazione del file .ddl.
Risultati Di Un Sistema Telecentrico Ottimizzato
Abbiamo sottoposto a test il risultato dell’utilizzo di TCLIB Suite per ottimizzare diversi gruppi di sistemi telecentrici possibili. I risultati si riferiscono ai quattro strumenti della Suite come segue:- l’allineamento obiettivo-luce viene espresso in termini di omogeneità dell’illuminazione (deviazione standard del livello medio di grigio)
- l’allineamento obiettivo-piano dell’oggetto viene espresso come il valore più basso ottenuto, in gradi
- la precisione della messa a fuoco viene espressa come la sensibilità in mm sulla distanza di lavoro
- la calibrazione della distorsione viene espressa come ripetibilità su 20 misurazioni di un blocchetto di calibrazione di 5 mm
| TCCP3MHR144-C + LTCLCP144-G + PTCP-S1-HR1-C + ITA120-GM-10C | ||||||||||||||
|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|
| Campo visivo | ALLINEAMENTO OBIETTIVO-LUCE come OMOGENEITÀ DI FONDO | ALLINEAMENTO PIANO DELL’OGGETTO come ANGOLO MIGLIORE (MINORE) TRA I PIANI | MIGLIORE MESSA A FUOCO come MIGLIORE (MINORE) INCERTEZZA SULLA DISTANZA DI LAVORO | CALIBRAZIONE DELLA DISTORSIONE come RISULTATO DI 20 MISURAZIONI RIPETUTE | ||||||||||
| 164x120 mm | 4% | 0.012° | +/- 0.5 mm |
| ||||||||||
| TC3MHR144-C + LTCL144-G + PT120-240 (datato) + ITA120-GM-10C | ||||||||||||||
| Campo visivo | ALLINEAMENTO OBIETTIVO-LUCE come OMOGENEITÀ DI FONDO | ALLINEAMENTO PIANO DELL’OGGETTO come ANGOLO MIGLIORE (MINORE) TRA I PIANI | MIGLIORE MESSA A FUOCO come MIGLIORE (MINORE) INCERTEZZA SULLA DISTANZA DI LAVORO | CALIBRAZIONE DELLA DISTORSIONE come RISULTATO DI 20 MISURAZIONI RIPETUTE | ||||||||||
| 141x104 mm | 3% | 0.014° | +/- 0.5 mm |
| ||||||||||
| TC3MHR144-C + LTCL144-G + PTCP-S1-HR1-C + ITA120-GM-10C | ||||||||||||||
| Campo visivo | ALLINEAMENTO OBIETTIVO-LUCE come OMOGENEITÀ DI FONDO | ALLINEAMENTO PIANO DELL’OGGETTO come ANGOLO MIGLIORE (MINORE) TRA I PIANI | MIGLIORE MESSA A FUOCO come MIGLIORE (MINORE) INCERTEZZA SULLA DISTANZA DI LAVORO | CALIBRAZIONE DELLA DISTORSIONE come RISULTATO DI 20 MISURAZIONI RIPETUTE | ||||||||||
| 141x104 mm | 3% | 0.003° | +/- 0.5 mm |
| ||||||||||
| TCCR3M064-C + LTCLCR064-G + PT064-096 + ITA120-GM-10C | ||||||||||||||
| Campo visivo | ALLINEAMENTO OBIETTIVO-LUCE come OMOGENEITÀ DI FONDO | ALLINEAMENTO PIANO DELL’OGGETTO come ANGOLO MIGLIORE (MINORE) TRA I PIANI | MIGLIORE MESSA A FUOCO come MIGLIORE (MINORE) INCERTEZZA SULLA DISTANZA DI LAVORO | CALIBRAZIONE DELLA DISTORSIONE come RISULTATO DI 20 MISURAZIONI RIPETUTE | ||||||||||
| 62x46 mm | 3% | 0.001° | +/- 0.5 mm |
| ||||||||||
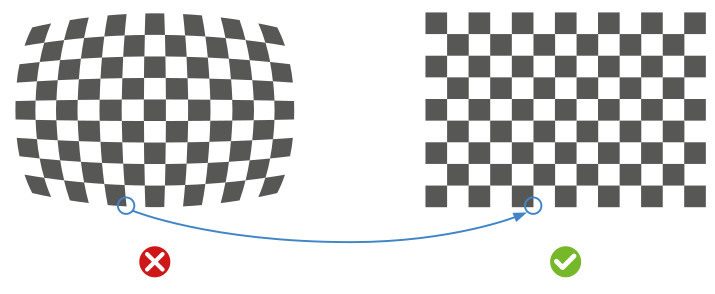
Cos’è la calibrazione della distorsione?
Ogni volta che si utilizza un sistema ottico, vale a dire un obiettivo e la telecamera ad esso abbinata, bisogna affrontare il problema della distorsione. La distorsione ottica del sistema può essere definita come un errore che comporta che un determinato numero di punti possano venire elaborati in posizioni relative diverse rispetto alla loro posizione reale. Un esempio classico è una linea retta che, a causa della distorsione dell’obiettivo, viene rielaborata come fosse una linea curva. La Fig.1 mostra l’effetto della distorsione su un pattern di calibrazione.
La trasformazione matematica che collega il campo inquadrato originale non distorto, all’immagine distorta può essere molto difficile da creare, tenendo anche in considerazione che questo può mutare considerevolmente anche lungo lo stesso campo inquadrato.
Il primo effetto della distorsione sulla metrologia è la perdita di ripetibilità delle misurazioni: siccome le caratteristiche di un oggetto “appaiono” leggermente differenti in base alla sua posizione all’interno del campo inquadrato, a causa della distorsione, il valore della misurazione di quella particolare caratteristica sarà più soggetto a cambiare ogni volta che l’oggetto viene rimosso e riposizionato.

Ripetibilità di un sistema di misura
Se si deve misurare il diametro di un foro passante per cento volte, è possibile rappresentare in maniera approssimativa la distribuzione dei risultati con una curva gaussiana: i risultati più prossimi al valore medio saranno molto frequenti, mentre i risultati molto diversi dal valore medio saranno invece meno probabili.
La ripetibilità della misura è connessa all’ampiezza della campana: minore sarà l’ampiezza e più risulterà difficile trovare una misura che si allontani dal valore medio. In altre parole, una determinata caratteristica (ad es. la lunghezza) sarà «quasi la stessa, quasi ogni volta». D’altro canto, una campana larga rappresenta la situazione in cui non è possibile determinare se una misura sia realmente diversa dal valore che ci si aspetta (per esempio a causa di una parte difettosa) o se si tratti di un’anomalia prevista a livello statistico, dovuta alla bassa ripetibilità del sistema di misura.
L’ampiezza tipica utilizzata viene chiamata sigma (o “larghezza a metà altezza”, FWHM), ed è direttamente collegata alla ripetibilità. È quindi possibile stabilire un metodo diretto per confrontare i requisiti di accuratezza: se la tolleranza relativa a una misurazione viene fornita come multipli del suo specifico valore di sigma, esprimiamo di conseguenza la probabilità che si presenti una parte fuori tolleranza. A due sigma, l’oggetto conforme risulterà entro la tolleranza il 95% delle volte. A tre sigma, l'oggetto avrà un livello di confidenza pari al 99,7%, che aumenterà fino al 99,99999% a 5 sigma.
Supponendo che la vostra distribuzione abbia un valore medio di 150 mm e sigma = 1 mm. L’errore ad essa associato dipenderà dal valore di confidenza della vostra applicazione. Infatti, possiamo affermare nelle caratteristiche tecniche che la sua lunghezza è 150 mm +/- 3 mm, e che questo risulterà vero il 99,7% delle volte. D’altro canto, qualora volessimo che 1 mm equivalga ad una tolleranza pari a 3 sigma, dovremo migliorare il nostro processo di misurazione fino a che 1 sigma = 0,33 mm.