Inspection & OCR on food cans
Case History Trilobit
Our customer, Trilobit, was requested to work on a system for inspection of food cans. In this article we’ll describe the application, discussing the results from our feasibility study and how the chosen components successfully brought to a solution.
The best way to get rid of the noise and enhance the contrast on features for OCR when dealing with surfaces of multiple colors is playing with filtering and monochromatic illumination. In fact, by using a single wavelength light of the correct color it is possible to flatten the contribution of the background, leading to a much easier image processing.





Setting up the feasibility study
We worked on our first laboratory setup, trying to match the requested specs as close as possible.
The resulting setup is as follows:
Camera:
- RT-mvBC-X1012bC, CMOS camera GIGE, 4112 x 3008 Color, 1.1”, 9.6 Hz, IR cut, C-mount, I/O
Optics:
- RT-FL-BC2518-9M, 9-megapixel lens for 1”, focal length 25 mm, f# 1.8, C-mount
Lights:
- LTDMLAC2-WW, Diffusive strobed dome + low angle illumination system - large size high power white
Controller:
LTDV6CH, Strobe controller 6 channels
Software:
- FIS-PRO, FabImage® Studio Professional
Cables:
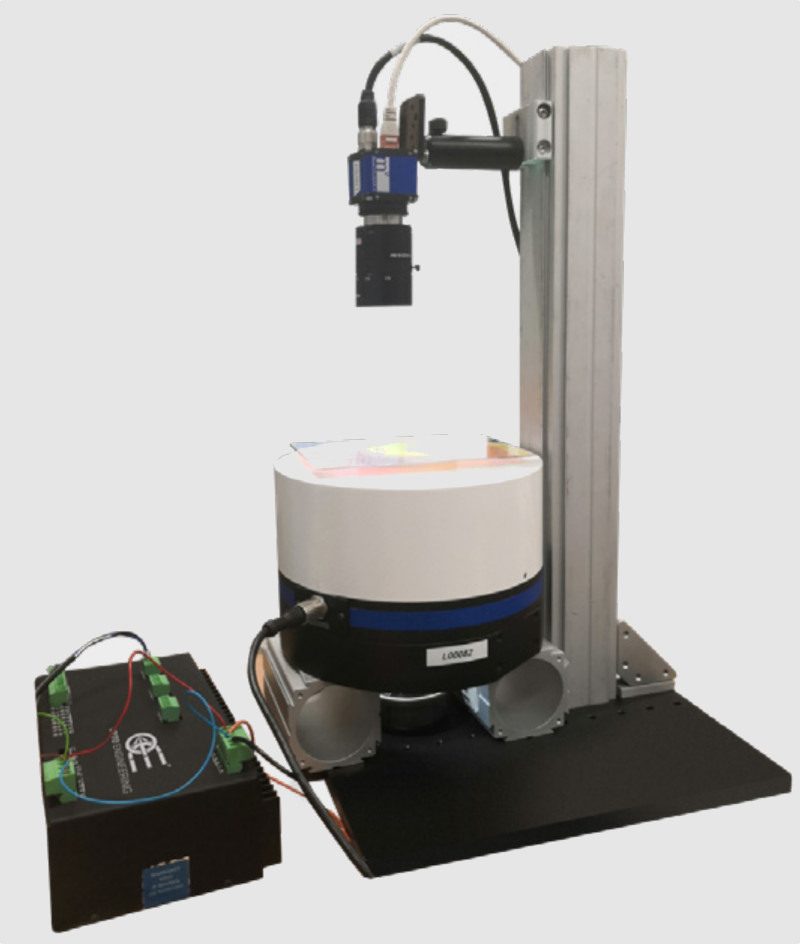
- CBETH003, Ethernet cable, CAT6, industrial level, high flexible cable with screw, 5 m Figure 2: The setup.
- CBGPIO001, I/O cable, side 1 HIROSE 12 pin, side 2 cable end, 3 m
- CBLT005, Illumination cable PVC grey, side 1 M12 connector straight, side 2 cable end - 5 m - for double stage systems Let’s now dug a bit deeper into a couple of aspects of this setup choice.
Choosing the camera
As it happens with many requests, the OE Tech Support team didn’t have the exact same model available to fulfill the camera request. The choice was to proceed with a large format (1.1”) color camera which output was subsequently cropped. Its pixel size as well is not 5.5 um but smaller: this means that the real image will have a slightly lower resolution, but on the other hand, large pixels will allow for exposure time to be reduced.
Line speed and exposure time
Since the parts are moving fast on the line, lower exposure times are required in order to avoid pixel blur. A good compromise between illumination level and pixel blur was reached by choosing 125 um as the exposure time, for a pixel blur of around 22 px. As mentioned above, the final camera will allow for a lower pixel blur, thanks to its larger pixels. To reach this exposure time, the illuminator of choice was used in strobe mode.
F/# and depth of field
Since we’re only interested in the upper surface of the object, depth of field of the optics is irrelevant here. In order to introduce more light, we decreased the lens F/# to its minimum value (F/2.8) increasing the amount of light captured.
Illumination
The light is evenly diffused among the upper surface of the cans, so the geometry of illumination of the LTDMLAC2-WW looks like a good choice for this kind of samples.
Challenges and next step
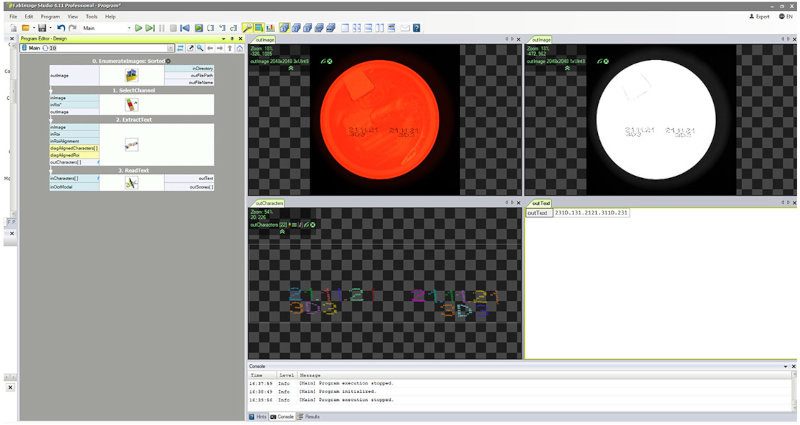
As it appears clearly from the pictures (Figure 3), it’s extremely difficult to extract the text from the upper surface of the cans using white illumination. In fact, the graphics behind the expiration date introduces a lot of noise that can make the Optical Character Recognition very challenging. In the second part of the feasibility study we focused on the effect of different lighting colors on the cans in order to have a stronger contrast between the text and the background.




{kind=link}
{kind=link}
Why Opto Engineering®?
The study proves the possibility to efficiently perform a complete quality check of the samples. The proposed solutions for each step of the process allow to reduce costs and time consumption, a paramount aspect in every industrial application. This is particularly true in this case since the required throughput is extremely high (almost 50000 cans per hour). Opto Engineering® could provide all the machine vision components necessary to perform this task with its wide product portfolio. Furthermore, thanks to a global net of equipped vision laboratories, it is possible to take advantage of a technical support team that helps to choose and implement the best possible solution for any machine vision task.